

CH5_切削加工_FrankCAM車床
today
2025-02-03
local_offer
CADCAM車床
visibility
5385
5. 切削加工
5.1 切削加工
5.1.1 切削加工介面介紹
點擊右側的「切削加工」按鈕,即進入FrankCAM車床的加工設定頁面。在此,您可以透過選取輪廓、設定加工程序及選擇刀具,完成零件的加工程式編製。

5.1.2 加工程序按鈕工具列
加工程序按鈕工具列提供了多種功能,讓使用者能靈活地編輯和管理各個加工程序,以達到最佳的加工效果。以下將詳細介紹各個按鈕的功能:

5.2 設定目前機台刀具
5.2.1 進入刀塔設定步驟及介紹
(1) 按【刀塔設定】鈕,
(2) 即可打開刀塔設定,進行目前的機台刀具編輯。


| 按鈕名稱 | 說明 |
| 刀塔資訊 | 點擊開啟刀塔資訊編輯視窗,對目前機台設定的刀塔進行編輯。 |
| 匯入 | 匯入已儲存的刀塔設定。 |
| 匯出 | 匯出目前的刀塔設定。 |
| 另存刀具 | 刀具資訊修改好後,將編輯完的刀具資訊,儲存成新刀具。 |
| 拆除全部 | 拆除目前刀塔設定上所有刀具。 |
| 拆除刀具 | 拆除目前刀塔設定中所選擇的刀具。 |
| 安裝刀具 | 安裝刀具至刀塔設定中所選擇的位置。 |
| 確定 | 儲存目前刀塔設定,並離開刀塔設定視窗。 |
| 取消 | 離開刀塔設定視窗。 |
5.2.2 刀塔資訊
點擊可開啟刀塔資訊編輯視窗,對目前機台設定的刀塔進行編輯,可變更刀塔型號、名稱及可安裝的刀具數量。

5.2.3 刀塔設定匯入
可匯入已儲存的刀塔設定,減少每次加工都須設定刀塔的時間。
(1) 點擊刀塔設定視窗內的【匯入】按鈕
(2) 依照機台選擇車床刀塔
(3) 選擇已儲存的刀塔設定
(a) 可點選右上角【詳細資料】,查看已儲存的刀塔設定內的安裝刀具
(4) 點選【確定】按鈕

5.2.4 刀塔設定匯出
可匯出目前的刀塔設定,供往後使用可以直接匯入,減少每次加工都須設定刀塔的時間。
(1) 點擊刀塔設定視窗內的【匯出】按鈕
(2) 依照機台選擇車床刀塔
(3) 輸入刀塔名稱
(a) 可點選右上角【詳細資料】,查看已儲存的刀塔設定內的安裝刀具
(4) 點選【存檔】按鈕

5.2.5 另存刀具
可將目前變更好的刀具資料,進行儲存,方便往後需要時直接掉用刀具。
(1) 點擊刀塔設定視窗內的【另存刀具】按鈕
(2) 依照機台,選擇車床刀具,並選擇到欲儲存的資料夾內
(3) 輸入刀具名稱
(a) 點選右上角【欄位設定】,可編輯刀具資料介面顯示資訊
(4) 點選【儲存】按鈕

5.2.6 拆除全部
拆除目前刀塔設定上所有刀具。
(1) 點選刀塔設定介面的【拆除全部】按鈕,
(2) 點選【是】按鈕,

(3) 目前的全部刀具磚就會被清除。
5.2.7 拆除刀具
拆除目前刀塔設定中所選擇的刀具。
(1) 點選刀塔設定介面的【拆除刀具】按鈕,

(2) 目前選擇的刀具磚就會被清除。

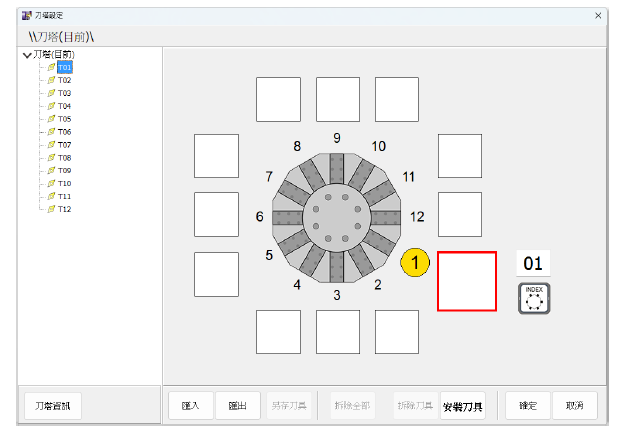
5.2.8 安裝刀具
安裝刀具至刀塔設定中所選擇的位置。
(1) 點選刀塔內刀具磚為空白的位置,
(2) 點選刀塔設定介面的【安裝】按鈕,

(3) 根據機台,選擇車床刀塔,
(4) 加工需求所需刀具到該刀具資料夾,
(5) 選擇所需尺寸的刀具,
(6) 點擊【選擇】,離開選擇刀具視窗後,即刀具安裝完畢。

5.3 選取刀具
5.3.1 選取刀具
選取在切削加工中的使用刀具。
(1) 按【切削加工】鈕,
(2) 雙擊第一行第一列的空白【切削設定磚】,進入【選擇刀具】視窗,

(3) 彈出選擇刀具視窗,點選要使用的刀具
(4) 按【確定】按鈕。

(5) 在左側切削設定磚就會出現所選取的刀具。

5.4 粗切設定
5.4.1 粗切設定
選取在切削加工中的切削工序,第一步選取為切削外輪廓的粗切。
(1) 點二下空白的【切削設定磚】。

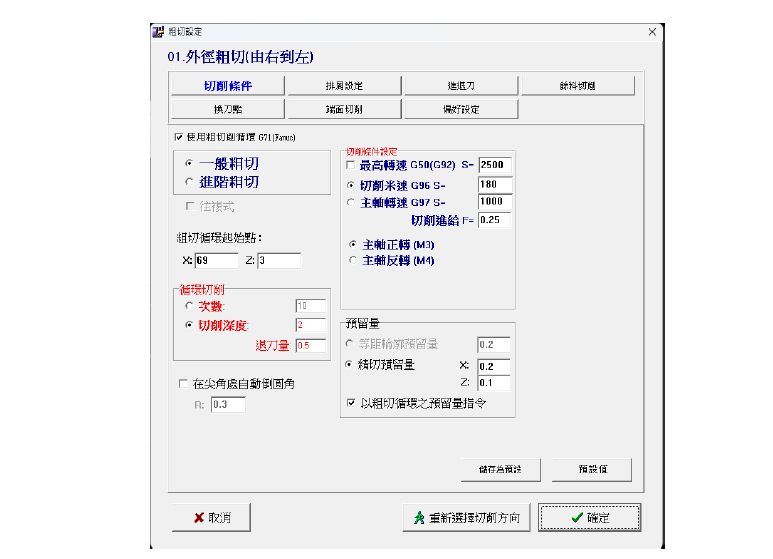
(2) 根據需求選擇切削功能,此處選取粗切
(3) 根據工件輪廓,選擇適合的切削位置及方向, 此處選取外徑粗切(由右到左),進入【參數設定】視窗,

(4) 一般粗切參數設定,參考範例内容。
5.5 進退刀設定
5.5.1 進退刀設定
(1) 在切削參數設定中,點擊【進退刀頁框】,
(2) 進退刀參數設定內容,
(a) 進刀預留長度:是指機台快速進給(G00)時,在到達加工件前多少的距離,速度要改為正常切削進給(G01)的安全距離。
(b) 退刀預留長度:快速退刀時退刀距離的預留量。
(3) 設定完成後,按【確定】按鈕。
(a) 換刀點、加工起點、加工終點、進刀延伸點、進刀起始點、退刀延伸點、退刀結束點等,可點選後,按住滑鼠左鍵拖曳移動,改變座標位置。

進退刀設定圖示:

5.5.2 絕對角度與相對角度

5.5.3 延伸長度與本身或前一輪廓

5.6 選取輪廓
5.6.1 選取輪廓介面說明

5.6.2 加工標記

5.6.3 選取輪廓按鈕工具列

5.6.4 選取輪廓
(1) 雙擊第一列的【空白輪廓磚】,
(2) 會出現選取輪廓按鈕工具列,
(3) 點選加工輪廓起始點。

(4) 點選【方向箭頭】。

(5) 按【向前連結】按鈕,
(6) 【終點標記】確定位置後,
(7) 按【確定】按鈕。

5.7 車床模擬
5.7.1 車床模擬
(1) 粗切路徑如下圖,
(2) 按下第四步驟【切削模擬】按鈕,

(3) 可模擬設定好的車床加工程序。

5.8 槽切設定
5.8.1 槽切刀具設定
(1) 雙擊空白的【刀具磚】,進入【選擇刀具】視窗,

(2) 點選要使用的槽刀,
(3) 按【選擇】按鈕,進入【選取切削方向】視窗。

5.8.2 槽切切削設定
(1) 設定完刀具會彈出【選取切削方向】視窗,
(2) 點選【插削】頁框,
(3) 按【外徑插槽】按鈕。進入【參數設定】視窗。

(4) 外徑插槽參數設定,請參考範例內容。

(5) 按【進退刀】頁框,
(6) 進退刀參數設定內容,
(7) 設定完成後,按【確定】按鈕。

5.8.3 槽切切削輪廓設定
(1) 點選起點,

(2) 點選切削路徑方向,
(3) 按【向前連結】按鈕,
(4) 確認【終點標記】位置,
(5) 按【確定】按鈕。

(6) 外徑插槽路徑如下圖。
(7) 按下【車床模擬】按鈕,

(8) 可模擬設定好的車床加工程序。

5.9 車牙設定
5.9.1 車牙刀具設定
(1) 點二下空白的【刀具磚】,進入【選擇刀具】視窗,

(2) 點選要使用的牙刀,
(3) 按【選擇】按鈕,進入【選取切削方向】視窗。

5.9.2 車牙切削設定
(1) 設定完刀具會彈出【選取切削方向】視窗,
(2) 點選【車牙】頁框,
(3) 按【標準螺紋】按鈕,進入標準螺紋的【細部圖形】視窗。

(4) 按【MM公制外螺紋】,進入【螺紋參數】視窗。

(5) 輸入【螺紋參數】,
例:
| 項目 | 輸入值 | 說明 |
| 公稱直徑MM | 24 [Enter] | 公稱直徑,輸入24 |
| 換算英吋Inch | 0.9449 | 系統自動計算填入0.9449 |
| 牙距Pitch | 2 [Enter] | 牙距,輸入2 |
| 換算每吋牙數n | 12.7 | 系統自動填入12.7 |
| 螺紋頭數H | 1 [Enter] | 螺紋頭數,輸入1 |
| 螺紋導程L | 2 | 系統自動計算填入2 |
| 螺紋節徑Dp | 22.701 | 系統自動計算填入22.701 |
| 牙底直徑d | 21.402 | 系統自動計算填入21.402 |
| 切削米速V | 120 [Enter] | 切削米速,輸入120 |
| 主軸轉速N | 1591 | 系統自動計算填入1591 |
(6) 按【確定】,進入【外徑切削方向】視窗

(7) 選擇左右牙及主軸正反轉,
(8) 輸入【下刀及退刀位置】,
例:
| 項目 | 輸入值 | 說明 |
| 換刀位置Xt | 200 [Enter] | 換刀位置Xt,輸入200 |
| Zt | 120 [Enter] | Zt,輸入120 |
| 下刀位置Za | -2 [Enter] | 下刀位置Za,輸入-2 |
| 退刀位置Zb | -24 [Enter] | 退刀位置Zb,輸入-24 |
(9) 按【確定】,進入【循環指令】視窗。

(10) 選擇車牙循環G碼
(11) 按【確定】,回到主介面,出現切削路徑。

(12) 按【切削模擬】,

(13) 可模擬設定好的車床加工程序。

5.10 鑽孔設定
5.10.1 鑽孔刀具設定
(1) 點二下空白的【刀具磚】,進入【選擇刀具】視窗,

(2) 點選要使用的鑽孔刀,
(3) 按【選擇】按鈕,進入【選取切削方向】視窗。

5.10.2 鑽孔切削設定
(1) 設定完刀具會彈出【選取切削方向】視窗,
(2) 按【鑽孔】頁框,
(3) 按【G74】鑽孔,進入【參數設定】視窗。

(4) 點選【刀具參數】頁框,
(5) 輸入【刀具參數】,
例:
| 項目 | 輸入值 | 說明 |
| 鑽頭夾角θ | 120 [Enter] | 鑽頭夾角,輸入120 |
| 斜度高T | 4.3301 | 系統自動計算填入4.3301 |
| 有效深度h1 | 25.6699 | 系統自動計算填入25.6699 |
| 深度H | 30 | 系統自動計算填入30 |
| 鑽頭直徑D | 15 [Enter] | 鑽頭直徑,輸入15 |
| 工件表面Za | 0 [Enter] | 工件表面,輸入0 |
| 頂點位置Zb | -30 [Enter] | -30 [Enter] |
| 切削米速 | 57 | 系統自動計算填入57 |
| 主軸轉速 | 1200 [Enter] | 主軸轉速,輸入1200 |

(6) 點擊【進刀控制】頁框,
(7) 輸入【進刀參數】,
例:
| 項目 | 輸入值 | 說明 |
| 起始點位置Zs | 50 [Enter] | 起始點位置,輸入50 |
| R點位置ZR | 5 [Enter] | R點位置,輸入5 |
| 工件表面Za | 0 | 刀具參數頁框中已設定 |
| 深度Za | -30 | 刀具參數頁框中已設定 |
| 啄深量Q | 10 [Enter] | 啄深量,輸入10 |
| 退回距離d | 5 [Enter] | 退回距離,輸入5 |
| 主軸轉速S | 1200 | 刀具參數頁框中已設定 |
| 進給率F | 0.06 [Enter] | 進給率,輸入0.06 |

(8) 點擊【換刀點】頁框,
(9) 輸入【換刀參數】,
例:
| 項目 | 輸入值 | 說明 |
| 換刀起始點Xa | 50 [Enter] | 換刀起始點Xa,輸入0 |
| Za | 150 [Enter] | Za,輸入150 |
| 退刀結束點Xd | 0 [Enter] | 退刀結束點Xd,輸入0 |
| Zd | -150 [Enter] | Zd,輸入150 |
(10) 按【確認】,會到主介面,

(11) 按【切削模擬】按鈕,

(12) 可模擬設定好的車床加工程序。

5.11 移動、複製及刪除加工程序列
5.11.1 移動加工程序列
(1) 按住【Shift】鍵。
(2) 點選加工程序列,按住滑鼠左鍵。
(3) 拖曳至目的加工程序列位置。
(4) 放開滑鼠左鍵。
(5) 放開【Shift】鍵。

5.11.2 複製加工程序列
(1) 按住【Shift】鍵 + 【Ctrl】鍵。
(2) 點選加工程序列,按住滑鼠左鍵。
(3) 拖曳至目的加工程序列位置。
(4) 放開滑鼠左鍵。
(5) 放開【Shift】鍵 + 【Ctrl】鍵。

5.11.3 刪除加工程序
(1) 點選要刪除的加工程序列,
(2) 按【刪除加工程序列】按鈕。

5.12 編輯加工程序
5.12.1 編輯加工程序
(1) 在【加工程序磚】按滑鼠右鍵,會出現選單。以切削參數設定做介紹。

| 名稱 | 說明 |
| 新增切削參數設定 | 設定新增一個切削參數設定磚。 |
| 修改切削參數設定 | 修改目前的切削參數設定磚。 |
| 刪除切削參數設定 | 刪除目前的切削參數設定磚。 |
| 複製切削參數設定 | 複製切削參數設定 |
| 剪下切削參數設定 | 剪下目前的切削參數設定磚。 |
| 貼上切削參數設定 | 貼上目前的切削參數設定磚。 |
| 複製工序 | 複製一整列加工程序。 |
| 剪下工序 | 剪下一整列加工程序。 |
| 貼上工序 | 貼上一整列加工程序。 |
| 刪除工序 | 刪除一整列加工程序。 |
| 顯示所有切削路徑 | 顯示所有加工程序列的切削路徑。 |
| 刪除所有切削參數設定 | 刪除所有切削參數設定。 |
| 刪除所有工序 | 刪除所有加工程序列。 |
5.13 刀具資料管理
5.13.1 進入刀具設定功能說明
(1) 按【選項】下拉式選單,
(2) 點選【刀具資料】,進入【刀具資料管理】視窗。

5.13.2 「刀具資料管理」各個按鈕說明

5.13.3 新增刀具
例:新增刀具“外徑右手刀 80度 R0.8”。
(1) 在刀具檔案清單中,點選刀具類別。
例:[02-00-Turning-車削刀具] > [0201-外徑(右手)] > [01-菱形80度] >
[8008-粗車刀80度]
(2) 至欲新增刀具對應的刀具資料夾,至功能按鈕列,按【新增】按鈕,進入【新增刀具】視窗。
(a) 可點選種類及型號類似的刀具再點選新增,透過複製相似刀具的刀具資訊,可減少重複設定的時間。

(3) 按【選擇刀具類型】>【車削類】> 01菱形-80度,進入編輯刀具頁面。

(4) 點選【刀具標籤】
(5) 在刀具標籤頁面輸入刀具名稱及管理名稱。
例:外徑右手刀80度R0.2。
(6) 選擇刀具尺寸單位(公制mm或英制Inch),

(7) 點選【刀把參數】,
(8) 輸入刀把參數
例:
刀把型號 = PCLNR2525M-12,刀把名稱 = ExternalRough-Right-A80
| 項目 | 輸入值 | 說明 |
| L1 | 150 [↓] | L1,輸入150 |
| L2 | 27 [↓] | L2,輸入27 |
| F1 | 32 [↓] | F1,輸入32 |
| F2 | 20 [↓] | F2,輸入20 |
| B | 25 [↓] | 25 [↓] |
| H | 25 [↓] | H,輸入25 |
| θv | 5 [↓] | θv,輸入5 |
| θh | 5 | 系統自動計算填入5 |
| 伸長量 | 40 [↓] | 伸長量,輸入40 |
(9) 設定安裝方向。

(10) 點選【刀片參數】,
(11) 輸入參數。
例:
刀片型號 = CNMG120402,刀片名稱 = ExternalRough-A80-R0.2
| 項目 | 輸入值 | 說明 |
| 刀尖半徑R | 0.2 [↓] | 刀尖半徑,輸入0.2 |
| 內接圓D | 2.7 [↓] | 內接圓,輸入12.7 |
| 刀具夾角A | 80 [↓] | 刀具夾角,輸入80 |
| 厚度T | 4.76 [↓] | 厚度,輸入4.76 |
| 刃數 | 4 [↓] | 刃數,輸入4 |

(12) 按【加工資料】,顯示切削資料
(13) 按【新增】,新增切削參數

(14) 按【刀具與工件材質】,編輯工件材質、刀長補正、切削液、主軸正轉。
例:工件材質 = S45C。

(15) 按【切削進給與速度】,編輯切削條件,主軸轉速範圍、進給率範圍、每刀深度

(16) 按【刀具壽命與磨耗】,幷輸入刀具磨耗
例:刀具壽命 = 3 H M S,磨耗量 = 0.001 / 400 mm。

(17) 按【切削過程與顯示】,幷選擇切削顔色
(18) 按【確定】,完成刀具設定。

(19) 按【確定】,完成刀具設定。

(20) 確認刀具已新增完成,
(21) 按【離開】按鈕。

文章區塊