

CH9_軟爪設定與操作_發那科車床
today
2024-10-29
local_offer
發那科車床
visibility
7768
9. 軟爪設定與操作
【應用功能按鈕】上,按【軟爪設定】,進行軟爪的切削加工。

9.1 夾爪拆卸
9.1.1 取出工件
(1) 按【腳踏開關】張開夾爪。
(2) 按【存放工件】將工件取下。
(3) 按【下一步】。


9.1.2 取出夾爪
(1) 選擇【夾爪1】。
(2) 按【鬆開螺絲1】與【鬆開螺絲2】。
(3) 按【取出夾爪】。
(4) 選擇【夾爪2】和【夾爪3】,鬆開螺絲1和螺絲2,並取出夾爪。
(5) 將3個夾爪取下後,按【下一步】。


9.1.3 清潔部件
(1) 按【清潔部件】,將部件的鐵屑清除。
(2) 按【下一步】,進入材料設定步驟。

9.2 材料設定
9.2.1 選擇材料
(1) 選擇要夾持的材料。
例: 選擇【使用新材料】,
直徑(D)=65.0,長度(L)=115.0,孔(D2)=30.0,(L2)=39.0。
(2) 按【下一步】,進入夾爪安裝步驟。

9.3 夾爪安裝
9.3.1 選擇夾爪
(1) 選擇夾爪類型。
例: 選擇【軟爪(高42mm)】。
(2) 按【下一步】。

9.3.2 清潔部件
(1) 按【清潔部件】,將部件的鐵屑清除。
(2) 按【下一步】。

9.3.3 結合T型塊
(1) 按【結合T型塊】,把夾爪的部件結合。
(2) 按【下一步】。

9.3.4 安裝夾爪
(1) 選擇【夾爪1】。
(2) 按【裝上夾爪】,安裝夾爪1。
(3) 按【輕輕鎖上】,將夾爪1輕輕鎖上。
(4) 選擇【夾爪2】、【夾爪3】,裝上夾爪2和夾爪3,並輕輕鎖上夾爪。
(5) 將3個夾爪裝上後,按【下一步】。

9.3.5 調整位置
(1) 選擇【夾爪1】。
(2) 按【螺絲鬆開】,鬆開夾爪1的螺絲。
(3) 按【上移】、【下移】調整夾爪高度。
例:調整高度到“-8.0”。
(4) 按【螺絲微鎖】,輕輕鎖上螺絲。
(5) 選擇【夾爪2】、【夾爪3】,調整夾爪2、3位置,使其與夾爪1高度一致。
(6) 按【下一步】

9.3.6 軟爪位置與工件大小比對
(1) 軟爪必須在夾持行程中,可夾到材料,(夾持行程大約8mm)。
(2) 按【拿起工件】。
(3) 當軟爪張開時,檢查工件可放進軟爪中。
(a) 按【腳踏開關】,使軟爪張開。
(b) 按【-Z】移動工件到軟爪上,檢查工件可放進軟爪中。
(c) 按【+Z】移動工件離開軟爪。
(4) 當軟爪內夾後,檢查工件放不進軟爪中。
(d) 軟爪內夾時,工件不可以在軟爪內,要將工件遠離軟爪。
(e) 按【腳踏開關】,使軟爪內夾。
(f) 按【-Z】移動工件到軟爪上,檢查工件放不進軟爪中。
(5) 建議在張開時,夾爪內徑距離工件大約2mm,工件上下料時較為方便。
(6) 按【存放工件】將工件存放。
(7) 按【下一步】,進行下一步驟,修爪。
(g) 若軟爪未符合工件大小,則按【上一步】,重新調整軟爪位置。



9.3.7 鎖緊螺絲
(1) 選擇【夾爪1】
(2) 按【鎖緊螺絲1】、【鎖緊螺絲2】,完成夾爪1的安裝。
(3) 選擇【夾爪2】、【夾爪3】,鎖緊螺絲1和螺絲2。
(4) 將3個夾爪鎖緊後,按【下一步】,進入軟爪修整步驟。

9.4 軟爪修整
9.4.1 壓力調整
(1) 修爪時壓力調整值8-13 kg/cm2,
(2) 按【壓力閥調整鍵】,調整壓力值,例: 12.0 kg/cm2
左旋方向,減少壓力值 ; 右旋方向,增加壓力值。
(3) 按【下一步】

9.4.2 成型圈準備
(1) 選擇成型圈
例:選擇【固定式成型圈】 D: 35.0 L: 10.0
(2) 按【下一步】

9.4.3 成型圈安裝
以成型圈作為夾持工件時的軟爪定位,成型圈可分為固定式和可調式。
建議在張開時,夾爪位置距離成型圈大約2mm,工件上下料時較為方便。
(1) 按【-Z】、【+Z】,移動成型圈到軟爪上
(2) 按【下一步】


9.4.4 油壓夾緊
(1) 按【腳踏開關】夾緊成型圈
(2) 完成夾持,按【下一步】。
(a) 若軟爪未符合成型圈大小,則按【上一步】,更換成型圈尺寸。


9.4.5 粗切軟爪
(1) 已成型之軟爪,不需要粗切,直接按【下一步】即可。
(2) 如要粗切,則按【進入修爪模式】。

9.4.6 工件試合
(1) 按【拿起工件】
(2) 按【-Z】移動工件到軟爪上進行比對
(3) 檢查軟爪夾持位置約等於工件大小。
例: 工件略大於軟爪1mm以內。
(4) 按【存放工件】將工件取下
(5) 按【下一步】


9.4.7 去除毛邊
(1) 按【去除毛邊】。
(2) 按【下一步】。

9.4.8 精切軟爪-精切前之準備工作
精切軟爪需使用內徑精切刀具,例: 7號刀(刀尖半徑 R0.4)。
(1) 按【進入修爪模式】
(2) 將【模式選擇鈕】,切換到RAPID模式。
(3) 在手動操作前,必須將【快速移動速度控制鈕】轉到50% (或25%)的位置,
不可以在100%的位置。
(4) 按【CW】/【CCW】,將刀具轉到7號位置。
(5) 按【INDEX】換至7號刀。


(6) 使用軸向移動紐,使刀具快速移動到離軟爪約50 mm的位置

9.4.9 精切軟爪-切削
(1) 將【模式選擇鈕】,切換到HANDLE模式。
(2) 按【主軸正轉】,啟動主軸旋轉。
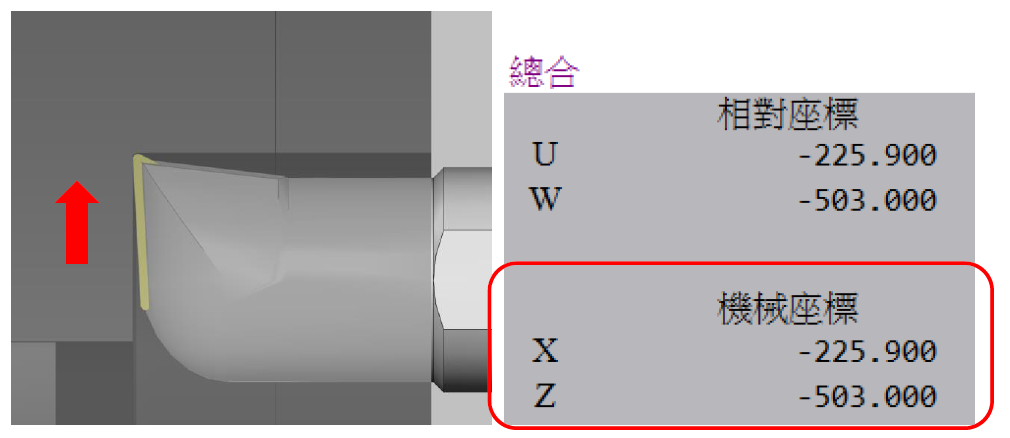
(3) 按【POS】觀察機械座標。


(4) 使用手輪,手動切削軟爪內徑約0.1mm

(5) 切削至軟爪底部後,需往上1.0 mm逃溝避免角落R角 (刀尖R0.4)

(6) 繼續往下(-X)方向切削至離開軟爪。
(7) 刀具往 -Z移動0.02 mm 。
(8) 往上(+X)切削至逃溝位置。

(9) 往回退到軟爪內徑切0.02 mm(回退0.98mm)後,
往+Z方向切削至軟爪外端面。


(10) 按【主軸停止】,停止主軸旋轉。
(11) 完成精切軟爪,按【下一步】。


9.4.10 取出成型圈
(1) 按【腳踏開關】張開夾爪
(2) 按【取出成型圈】
(3) 按【下一步】,進入工件夾持步驟

9.5 工件夾持
9.5.1 壓力調整
(1) 工件夾持時,壓力調整值12-20 kg/cm2
(2) 按【壓力閥調整鍵】,調整壓力值,例: 16.0 kg/cm2,
左旋方向,減少壓力值 ; 右旋方向,增加壓力值。
(3) 按【下一步】

9.5.2 夾爪張開
(1) 檢查夾爪,若未張開,按一次【腳踏開關】。
(2) 按【下一步】

9.5.3 工件安裝
(1) 按【拿起工件】
(2) 按【-Z】移動工件安裝到軟爪上
(3) 按【下一步】


(4) 按【腳踏開關】夾緊材料
(5) 按【完成】,即結束軟爪安裝流程


文章區塊